A client recently asked: “My current extruder has run the same polyolefin blends for ten years. Now I need to process PBAT for compostable mailer bags, but the bubble keeps breaking and the film looks burnt. Do I really need a different screw?” The answer is not always yes. Many lines can be adapted with parameter adjustments. But when the material properties diverge fundamentally from what the screw was originally designed for, continuing to force it will cost more in scrap, downtime, and energy than a well-planned upgrade. This article walks through four diagnostic checks to decide whether a screw upgrade is necessary, what design changes actually do, and how to size an upgrade for your production goals.
Before considering an upgrade, it helps to see how different materials behave in each zone of the screw.
The extrusion screw has three functional zones:
Feed zone: Transports solid pellets forward while compressing them.
Compression/melting zone: Gradually melts the polymer through shear heat and barrel heat. Compression ratio (channel depth ratio between feed and metering zones) determines how intensely the material is worked.
Metering zone: Homogenizes the melt and builds pressure to push it through the die.
When you switch from a conventional polyolefin to a new material, each zone behaves differently. A screw optimized for LDPE has a compression ratio around 3.5:1 and deep channels designed for stable melt flow. PLA and PBAT, by contrast, have narrower melting windows and degrade under high shear. Running them through the same screw is like driving a race car through a city street—the geometry simply doesn’t match the task.
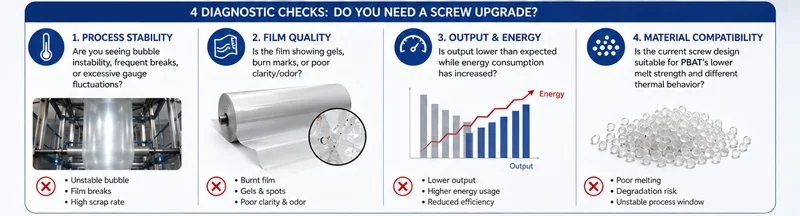
Use this checklist to assess whether your current screw is struggling.
Sign 1 – Inconsistent melt temperature or burn marks
What you see: Streaks of degraded resin in the film or an acrid smell at the die.
What’s happening: The screw generates excessive friction heat, pushing the material above its degradation temperature. Standard screws for PE can cause PLA to degrade if overworked.
What it means for your film: Brittle spots, pinholes, and weak seal areas that lead to bag failure.
Sign 2 – Bubble instability and frequent breakage
What you see: The blown film bubble wobbles, sags, or collapses unexpectedly.
What’s happening: The material has lower melt strength than what the screw was designed for. Biodegradable alternatives to polyolefins generally have lower melt strength, which raises processability concerns in blown film molding.
What it means for your film: Inconsistent lay-flat width, gauge variation, and upstream-downstream synchronization issues.
Sign 3 – Rapid screw wear or barrel scoring
What you see: Output fluctuates; surface finish of the film deteriorates; maintenance intervals shorten.
What’s happening: Fillers in your material (calcium carbonate, talc) are abrasively wearing down the screw flights. Once filler content exceeds 20–50%, wear accelerates significantly, and within months noticeable wear can occur in high-output lines.
What it means for your production: Higher maintenance costs and unexpected downtime.
Sign 4 – Moisture-related defects despite drying
What you see: Bubbles or voids in the film, even after drying the resin.
What’s happening: The screw’s feed and compression zones may be drawing moisture back into the melt through poor venting or insufficient compression. PLA and PBAT are hygroscopic; improper drying or excessive dwell time in hoppers can cause moisture-related defects.
What it means for your film: Pinholes, weak seals, and unusable finished bags.
Not every material change requires a new screw. The table below helps you decide the appropriate action level.
| Material type | Common examples | Typical compression ratio needed | Upgrade or adjust? |
|---|---|---|---|
| Standard polyolefins (unchanged grade) | LDPE, LLDPE, HDPE (MI 0.5–3) | 3.2:1 – 3.8:1 | Settings only. Check barrel wear periodically. |
| Biodegradable resins (occasional runs) | PBAT, PLA, starch blends (<20% of total run time) | 2.5:1 – 3.0:1 | Start with temperature and speed adjustments. Consider gentle mixing screw if runs increase. |
| Biodegradable resins (full conversion) | PBAT/PLA as primary material | 2.5:1 – 3.0:1 | Upgrade to a screw with gentle mixing zones, precise temperature control, and lower compression ratio. High-shear PE screws will degrade these materials over time. |
| High-filler compounds (>30% CaCO₃ or talc) | Filled shopping bags, industrial films | 2.8:1 – 3.2:1 (low shear) | Bimetallic screw and barrel required. Standard nitrided screws can wear out within months. |
| Recycled/post-consumer content (>50% PCR) | Mixed-origin recycled PE/PP | Variable (2.8:1 – 3.5:1) | Bimetallic screws extended feed zones, filtration system recommended. |
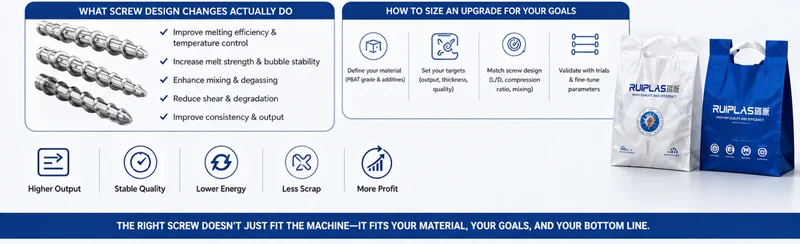
When engineers talk about an “upgraded screw,” they are referring to changes in three specific dimensions.
1. Compression ratio adjustment
A high-compression screw (e.g., 3.8:1) aggressively shears the polymer to melt it quickly. That works for PE but destroys biodegradable resins. For biodegradable blends, a compression ratio of 2.5:1 or 3:1 is recommended rather than the 3.5:1 typical for PE. The result: gentler melting, less thermal degradation, and a stable bubble.
2. Modified mixing sections
Standard PE screws often include aggressive mixers (Maddock, pineapple) that generate high localized shear. A screw designed for new materials replaces these with gentle distributive mixing sections that blend additives and fillers without overheating the polymer. This is especially important for materials with narrow processing windows.
3. Wear-resistant materials
For high-filler or recycled material applications, standard nitrided screws are insufficient. Bimetallic screws can extend service life by two to three times compared to standard materials. The correct combination of wear-resistant material and optimized geometry is essential—material alone cannot solve design-related problems.
External authority reference: A 2024 technical review by Techne Packaging notes that a properly designed screw is more than just a mechanical component; it is the key to controlling melting, mixing, and material stability when processing complex sustainable materials. Extended compression sections and carefully optimized channel geometry are essential for PCR resins, which exhibit variable rheological properties that can change significantly from batch to batch.
Scenario 1: Converting 100% to PBAT film
A mid-sized flexible packaging producer switched from LDPE shopping bags to PBAT/PLA compostable film. Their existing PE screw (3.6:1 compression ratio) consistently caused burn marks and bubble collapse. After upgrading to a 2.8:1 low‑shear screw with gentle mixing zones, line speed reached 65 m/min with stable gauge control, and scrap dropped from 12% to under 4%.
Related configuration: For lines running primarily biodegradable resins, you can review how integrated lines are engineered for compostable films in the Biodegradable Blown Film Line Solutions page (product series overview).
Scenario 2: Adding 40% calcium carbonate filler for cost reduction
A heavy‑duty sack manufacturer introduced calcium carbonate filler at 40% loading to reduce material cost. Within three months, the standard nitrided screw showed severe flight wear and output fluctuation. Switching to a bimetallic screw with a lower compression ratio (2.9:1) and reinforced metering section restored output consistency and extended screw life to over 18 months.
Related industry application: For heavy‑duty sack and industrial film applications, the Industrial & Agricultural Film Solutions page provides additional configuration guidance.

If your checklist shows two or more warning signs, and your material change is permanent rather than occasional, an upgrade is likely to pay for itself within 12–18 months through reduced scrap and downtime. The specific geometry—compression ratio, mixing section type, and barrel material—depends on your actual material mix, line speed, and output targets.
Once you have clarified your target material composition (e.g., 70% PBAT + 30% PLA, or 50% recycled LLDPE with 20% CaCO₃), comparing the design parameters of different screw options becomes the next logical step. You can review how screw designs are matched to specific material families in the Complete Screw & Barrel Upgrade Guide (another article in this series), which covers zone‑by‑zone geometry selection for biodegradable, high‑filler, and PCR applications.
Explore these related articles to further understand screw and material compatibility:
Compression Ratio Explained: How It Affects Melt Quality and Energy Use
Bimetallic vs. Nitrided Screws for High‑Filler Extrusion – A Cost‑Benefit Comparison
Five Checks Before Switching Your Line to 100% PCR Content
Gentle Mixing Sections for Heat‑Sensitive Resins – Design Options
Measuring Screw Wear: How to Know When Replacement Is Urgent
This guide is intended for diagnostic and educational purposes. Always consult your screw supplier or line manufacturer for geometry specifications specific to your extruder model. Parameter ranges shown are industry benchmarks; actual requirements vary by material supplier, additive package, and line configuration.




Environmentally friendly materials
Integrated production lines
Maximising your return on investment
GET A QUOTE
